It was not the original intention of this article to deal with practical issues –these are covered in the electro-etching handbook. However, due to the characteristics of sodium chloride (brine) electrolytes and their possible implications for safe electro-etching it is necessary to include some comment.
The use of sodium chloride electrolytes has been promoted in the book “Print-making Revolution – new advancements in technology, safety, and sustainability” by Dwight Pogue, Watson-Guptill (2012), and for a number of years has been incorporated in the electro-etching practices at the University of Costa Rica, see “Five years of total abstinence of any acid: University of Costa Rica’s School of Fine Arts Non-Toxic printmaking experience.“ by Francisco Hernandez-Chavarria and Alberto Murillo, Arte, Individuo y Sociedad, 2012, 24(2) 167 – 177. These activities have been undertaken within reputable art schools, presumably without apparent mishap.
Recently Cedric Green, an eminent galv-etcher, on his website, www.greenart.info, has warned against the use of sodium chloride electrolytes, citing websites related to the chlor-alkali industry and several material safety data sheets (MSDS) but with little explicit explanation(website as accessed on 10/1/14). In common with all activities involving chemicals, electro-etching should not be undertaken without a careful assessment of the risks and the safety precautions required and so the fact that Cedric Green raises concerns should be taken seriously. Some perspective is required.
To be clear, a chlorine ion (Cl−) in a solution of water, as obtained when dissolving common salt in a beaker of water, for our purposes is not a hazard. It is what happens to the chlorine ions when they are subjected to electrolysis which is at issue. The article “Brine Electrolysis”, www.electrochem.cwru.edu/encyc/art-b01-brine.htm, provides a succinct and helpful review of industrial brine electrolysis –the chlor-alkali industry.
Industrially, the electrolysis of sodium chloride solutions is used to produce chlorine gas, hydrogen gas, sodium hydroxide solution (commonly called caustic soda) and additionally, by combining the chlorine gas and sodium hydroxide, sodium chlorate or sodium hypochlorite (commonly known as bleach or hypo) can be made. What is actually obtained from the electro-chemistry depends on the design of the plant and the operating conditions. For example, a high concentration of sodium chloride solution (100’s g/litre) is required for making chlorine gas and sodium chlorate which also needs an acidic solution and processing temperatures around 60₀C, whereas for sodium hypochlorite production a weaker, alkaline sodium chloride solution (10’s g/litre) is used.
All of the above chemicals, depending on their concentration, are hazardous. Remember, however, that caustic soda and bleach, at relatively low concentrations, are used safely in the home, but they can still be hazardous if miss-used and there are requirements concerning their disposal.
As seen in earlier sections, in electro-etching, hydrogen and caustic soda, at low concentrations, will certainly be produced when using sodium chloride electrolyte and must be dealt with appropriately; the concern lies more with the consequences of the possible formation of, chlorine gas and its release from the electrolyte solution, and sodium chlorate. Independently, with the use of the sodium chloride, the metallic ions etched from the anode can chemically interact with the solution to give by-products which may pose issues for handling and environmentally safe disposal, for example, copper compounds arising from etching copper plates.
A distinction, apart from the scale, must be made between industrial electrolysis operations and electro-etching:
• industrially, large quantities of product, at relatively high concentrations are made as efficiently as possible;
this requires the use of inert electrodes made from materials which suffer minimal corrosion;
• For electro-etching the aim is to cause as much corrosion- etching - of the anode electrode as possible with minimum formation of by-products,
at low concentrations, in an inefficient way.
From the electro-chemistry we have seen that for active electro-etching using a power supply, the etching of the anode plate is a more spontaneous reaction than the forming of either chlorine molecules from chlorine ions or oxygen from the water and consequently is the “preferred reaction” - the one most likely to take place, at the fastest rate.
In essence, the concerns about unwanted chemical products resulting from the chlorine reduce to this question: to what extent is the etching of the anode the preferred reaction as compared to the formation of chlorine at the anode, and how much does this change the characteristics of the electrolysis process as compared to using an inert metal anode?
To aid the discussion several possibilities can be envisaged. As a reference point for illustration, the products obtained from the electrolysis of a brine solution, volume 1 litre, initial sodium chloride concentration 50g/litre (say), for one hour with an electric current of 1 or 10 amperes(A), at room temperature, with ideal inert electrodes and 100% efficiency of operation, will be considered. The quantities of the products produced by the passage of the electric current may be found from standard equations, see “Brine Electrolysis”.
A. Etching of the anode plate dominates so that the formation of chlorine or oxygen and their effects are negligible.
This is the ideal situation. However, hydrogen is still produced at the cathode, ≈ 0.4 litres (1 A); ≈ 4 litres (10 A), together with sodium hydroxide, upper limits ≈ 1.5g (1A); ≈ 15g (10A). Adequate ventilation is required: sufficient air movement to disperse the hydrogen into the outside atmosphere with equipment well away from flames or any sources of ignition –a risk assessment should be made.
The concentrations of sodium hydroxide, assuming it is well mixed in the electrolyte are small – at most 0.15 and 1.5% by weight, but there will be an accumulative effect with repeated etchings. Of more importance may be the by-products formed from the chemical reactions of the metal ions and the electrolyte – often hydroxides, oxides or chlorides of the metal. Again, the products may be present in small quantities and not pose a personal safety issue, provided good laboratory/studio safety practice is observed, but they may still require appropriate disposal to comply with environmental legislation.
In attempting to assess what by-products may occur and their consequences it is important to remember that they will be present in aqueous rather than solid form and in concentrations usually far less than those quoted in MSDS sheets. Some useful guidance in a readable form –“Student Safety Sheets” and “Hazcards” - can be found from the UK website of CLEAPSS®: www.cleapss.org.uk. Generally, the range of chemicals which can be disposed of via the studio/laboratory sink/sewer waste system is quite restrictive and typically concentrations must be no more than one percent and quantities not more than a few litres per day without approval (information taken from “Guide to Laboratory Sink/Sewer Disposal of Wastes”, Vanderbilt Environmental Health and Safety, Vanderbilt University, USA; www.safety.vanderbilt.edu).
B. The formation of chlorine molecules and their escape from the anode in gaseous form, predominates the process.
This represents the other extreme to (A). Apart from representing a very ineffective etching system it would be unacceptable from a safety standpoint. The quantities of chlorine evolved in an hour are: ≈ 0.4 litres (1 A) and ≈ 4 litres (10A). This is an unrealistic situation which if it were to arise would indicate that there was something wrong with the etching set-up. However it allows us to mention some related points applicable to other situations.
Gaseous emissions from the anode may be incompatible with the hydrogen from the cathode: hydrogen and chlorine mixing in strong sunlight can explode as can oxygen and hydrogen mixed in the presence of a source of ignition. These are extreme cases but illustrate that it is good practice to keep gaseous emissions from the electrodes separate.
The smell from house-hold bleach or hypo is in fact the smell of low levels of chlorine. At 3 ppm (parts per million) chlorine can be detected by the nose (not that this can be relied on as a fool proof method of detection) and after an hour can cause mild mucous membrane irritation. Immediate chest pains, vomiting and coughing occur at 30 ppm while at 430 ppm chlorine is lethal after 30 minutes. For practical purposes if there is any sustained smell of chlorine around electro-etching equipment its use is highly questionable.
To strike a balance, it must be said that chlorine gas can be produced at the levels indicated and kept within the electrolyte solution to produce hypochlorite (bleach) at low concentrations. We will look at such systems next.
C. Chlorine molecules are produced by the electrochemical reaction but remain within the electrolyte.
“Electro-chlorination” systems roughly comparable with electro-etching units in terms of the current used, a few amperes, but with an inert anode electrode are available commercially to produce sodium hypochlorite (bleach) which is then used to treat water – over a billion people worldwide have inadequate drinking water. Such systems are designed to retain the chlorine molecules within the electrolyte and minimise the splitting of the sodium hypochlorite which may result in the formation of sodium chlorate, a compound of low oral toxicity. The methods to achieve this provide some useful guidelines for potential electro-etching systems:
• To ensure that there is adequate solubility for the chlorine molecules so that they remain in solution and to minimise the chemical transformation of sodium hypochlorite to chlorate, the concentration of the initial sodium chloride should be less than 50g/litre and the unit should be operated around 20₀C, room temperature, with a slightly alkaline pH;
• To assist solubility of the chlorine molecules use as large a volume of electrolyte as practicable and not less than one litre;
• To encourage the mixing of the sodium hydroxide produced in the cathode region with the chlorine molecules Cl2 (aqueous) in solution around the anode the electrodes should not be too far apart and the electrolyte may be stirred.
Assuming no sodium chlorate formation, the amount of sodium hypochlorite produced in an hour for inert electrodes would be around ≈ 1.5g (1 A) and ≈ 15g (10A) to give concentrations of 1.5g/litre and 15g/ litre. In actual electro-chlorinators, an upper limit of around 8g/litre may be obtained due to secondary reactions at the cathode. Such concentrations ≈ 1% by weight are lower than household bleach at 5 – 10%. In practice, low levels of sodium chlorate may be present and it is necessary to ensure that when the chlorinated solution is added to drinking water the concentration of chlorates is below prescribed limits (see below).
Some useful data are contained in the report “Development of a small-scale electro-chlorination system for rural water supplies” by David L Key et al, WRC Report No 1442/1/09 (2010) – can be downloaded from the internet. This report describes the development of a continuous flow unit to efficiently produce sodium hypochlorite on a small scale.
For what were considered optimised conditions with an inert, so-called “ROTA” anode –the best anode material used in the study - the following was found (see table 3.1 of the report):
Running conditions: sodium chloride 25g/litre; applied voltage 3.2V, current 0.4 A, current density 12mA/cm2;
Total Chlorine produced per hour: 0.37 g (at 0.4 A);
Current efficiency: 68.7 % (100% signifies all the current is used to form Cl2);
“Freely available” chlorine concentration: 7.3 g/litre
Sodium chlorate concentration: 32 mg/litre
The unit was designed to minimise the amount of sodium chlorate produced and side reactions reducing the efficiency. According to the authors, given that the output from the unit was used to dose large quantities of water, the limit for sodium chlorate in drinking water, 0.7mg/litre could easily be achieved.
Of interest for electro-etching are the corresponding results for the same operating conditions when using an anode material “DMTA” which proved unsatisfactory because it corroded:
Total Chlorine produced per hour: 0.8 mg (at 0.4 A);
Current efficiency: 2.1 % (100% signifies all the current is used to form Cl2);
“Freely available” chlorine concentration 0.2 g/litre
Sodium chlorate concentration: 1 mg/litre
It is seen for the corroding anode there is around x 30 reduction in the amount of chlorine –as shown from the efficiency- and sodium chlorate produced as compared to the best inert “ROTA” anode. For oral toxicity estimates of the solution, the concentration of sodium chlorate is very small.
A similar trend in the reduction of chlorine generation is reported by another group when testing different anode materials in a simple, non-optimised electro-chlorinator set up for treating seawater. A significant decrease in sodium hypochlorite levels was observed when aluminium, copper and zinc anodes were used instead of an inert anode material (see M Saleem “Biofouling Management in the Cooling Circuit of a Power Industry using Electrochemical Process” J Chem. Soc. Pak., vol 33, no 3 , 295 -303 ,(2011) and M Saleem et al “On site Electrochemical Production of Sodium Hypochlorite Disinfectant for a Power Plant utilizing Seawater” Int J Electrochem Sci, 7 (2012) 3929 -3938, both obtainable from the internet).
In the latter paper, a simple system was used consisting of two electrodes, each 18 x 17.5 cm, separated by 6 - 8 cm, held in a cylindrical vessel with 3 litres of seawater, concentration of Cl− 24.5 g/litre and of Na+ 14.5 g/litre. Comparing an inert titanium anode with aluminium, copper, zinc and stainless steel anodes the following effective concentrations of sodium hypochlorite were obtained after an hour at a current of ≈ 20A :
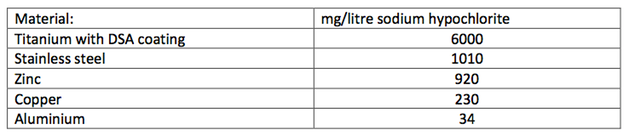
Using the value of 22.7A derived from an optimum current density of 72.mA/cm2 which gave around 6300mg/litre, the current efficiency for the titanium anode is ≈ 63 % and by comparison that for the aluminium is ≈ 0.4 %. In similar work using a continuous flow unit (first paper), it was claimed that the chlorates found were negligible (but no value given) and that the active chlorine was totally in the form of hypochlorite.
The above work suggests that it should be possible to make an electro-etching system that can retain any chlorine produced within the electrolyte and that in comparison to an electro-chlorinator should produce less chlorine Cl2 (aqueous) and consequently less sodium hypochlorite and sodium chlorate. There may be implications for the re-using of the electrolyte and its eventual disposal depending on the presence and concentration of any sodium hypochlorite and sodium chlorate.
While these results are encouraging they are not conclusive. The question remains: how do I know what my electro-etching system is producing? This requires similar studies for actual electro etching over a wide range of conceivable etching conditions to establish the extent and concentration to which chlorine, any associated by-products and other by products are formed. The possibility of de-chlorination, if required, using sodium thiosulphate or ascorbic acid, as used for swimming pools, and the use of cheap chlorine indicators (equivalent to litmus paper) which can detect a few mg/litre could be usefully explored.
Another question can be asked: given these uncertainties why bother with sodium chloride electrolytes? The attraction of sodium chloride, common salt, as compared to copper, zinc and ferrous sulphate ( same metal salts) is its ready availability, which may be important in some countries, its ease of handling and its perceived lower cost – in the UK copper sulphate can cost ten times as much as common salt. This last point may be a false economy: the other electrolytes can be used for a long time since the etching does not alter the electrolyte significantly whereas the sodium chloride electrolyte, due to the by-products will need to be changed and disposed of in an acceptable manner.
From an etching viewpoint, is difficult to see what advantage sodium chloride electrolyte has for electro-etching copper, zinc and iron/mild steel as compared to same metal salt electrolytes. Further, from an “environmentally good practice” viewpoint it is better to use the electrolyte which produces less waste for disposal and less hydrogen gas – the “same metal salt electrolyte” approach.
For aluminium, however, the situation is different since there is no equivalent to the metal/same metal salt electrolyte systems that exist for the other metals: aluminium cannot be deposited on a cathode in preference to the evolution of hydrogen gas.
Importantly, in addition to providing the conducting electrolyte which allows electric current to flow in the solution, sodium chloride provides chlorine ions which can breakdown the nanometre thick oxide layer which usual exists on the surface of aluminium – so-called “pitting” corrosion. In contrast to inert electrodes, the interaction of the chlorine ions with the aluminium anode to achieve the disruption of this layer is more complex: initially the dissolution (etching) of the aluminium surface results in localised soluble complexes of either hydroxyl or chloride ions [Al(OH)2Cl,
Al(OH)Cl2] which subsequently transform within the electrolyte solution to aluminium hydroxide [Al(OH)3], a low hazard gelatinous precipitate. In these circumstances, whether or not the formation of sodium chlorate is significant may be questionable.
The role of sodium chloride suggests other approaches: using an electrolyte made up from two salts, one to provide the electrical conductivity combined with a minimum of sodium chloride solely to break down the oxide layer; alternatively the use of an alkaline electrolyte using sodium carbonate which can disrupt the oxide layer without the need for chlorine ions. Whether or not these approaches have their own surprises is unknown to the present authors but they would be worth investigating. Don Braisby at Glyndwr University, UK is currently looking at non-toxic methods of electro-etching aluminum.
In the English edition of the Electro-etching Handbook, the opinion, at the time of writing October 2012, was that it remained an open question as to whether or not the use of sodium chloride electrolyte was an addition to so-called “non-toxic” methods. This is still the case in January 2014. In this appendix we have sought to present the issues as we see them, provide a balanced view and indicate what could be done to make the situation clearer. Others may have differing views. The technique using sodium chloride is not for the casual etcher but for the experienced and informed etcher who is aware of the issues, wishes to explore them and is capable of doing so in a safe way.
NEXT - Appendix C - What is a Toxic Chemical?
Text © A Crujera and R M Perkin